
400-006-5606
一、設備概述
倍捻機是一種加捻設備,紡織行業中的加捻操作是一種將松散的纖維加以捻度,使之成紗或者把紗、絲捻合成股紗線、纜繩、最終使紗線具有一定的物理機械性能和一定的外觀的加工方式,如紗線的強度、彈性、伸長率、毛羽、光澤、手感等,都是通過加捻后成紗的結構,而且當設備的形態發生變化,也能夠使織物獲得特殊的外觀效應,以上功能都是通過倍捻機這一設備完成生產的。而且目前的倍捻機可以實現一轉兩捻的運行,其加捻的效率相較于傳統的捻線設備在生產線率上有了成倍的提高。

當錠子電機帶動下也同步轉動,從而使紗線從供應絲筒子進入張力管,穿過張力珠,被張力珠,被張力珠的彈性作用所壓緊,形成一個握持點,紗線退離空心錠子的中心孔,垂直進入錠盤,接著紗線由錠盤出口經過儲紗區偏轉到達靜止導紗鉤,并形成氣圈,氣圈的高度由導絲鉤的位置確定,紗線經導絲鉤后到達超喂羅拉,最后紗線經過導紗器交叉卷繞在筒子上。
二、單錠倍捻機變頻控制改造方案介紹
單錠倍捻機錠速最高可以到達12000轉/分鐘,每個錠位由單錠電機控制,卷繞由卷繞電機控制,超喂由超喂電機控制,橫動由伺服橫動電機控制。每一錠卷繞和超喂啟動停止通過離合器來吸合或分離,錠子電機運行停止通過接觸器來吸合或分離。
紗線線速度=2*錠速/捻度
超喂速度=紗線線速度*超喂比
單錠倍捻機對錠子的轉速控制比較精確,一般控制在±10r/min以內。
倍捻機在進行生產的時候,紗線成型不能重疊,成型筒紗兩個邊不能出現掉線。這要求錠子電機、卷繞電機、超喂電機、橫動電機必須配合好。
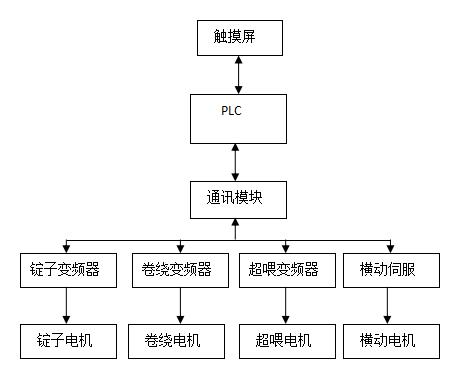
控制框圖
三、SKI600簡述

SKI600外形
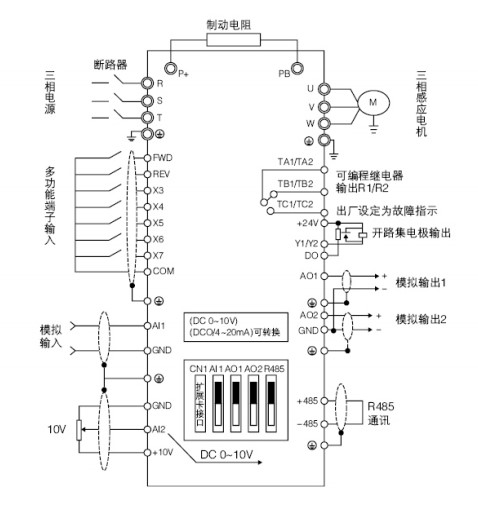
SKI600主電路
SKI600配置中文面板,此面板可以用于控制、調節和進行相關參數的設置,監控當前值,保存和下載參數配置。SKI600具備了Modbus通訊協議,可以經由2個集成通訊端口來直接訪問Modbus協議。設備操作簡潔易用,極大地縮短了在操作中時間投入,在各類使用環境中都表現出了顯著的適用性,并且三科作為一個國產變頻器品牌有著15年的生產研發經驗,可以量身定制,可以更好的迎合中國用戶的習慣,為廣大國內客戶帶來優質的用戶體驗。
