
400-006-5606
一、軋鋼行業中對變頻器性能要求
軋鋼工藝介紹:軋鋼工藝是通過將鋼材壓力加工在旋轉的軋輥間來改變形狀的工藝過程。軋鋼加工的意義有兩個,首先就是是加工得到所需的形狀,比如鋼板,帶鋼,線材以及各種型鋼等,其次就是改善鋼材內部質量,使得鋼材質量得以提升。軋鋼按不同方式可分為熱軋、冷軋、縱軋、橫軋、斜軋、周期軋制、旋壓軋制、彎曲成型等。

變頻器選擇:高質量的鋼材需要特殊工藝,高水平的軋鋼工藝依賴精密設備,因此軋鋼對變頻器性能要求十分苛刻,軋鋼行業基本采用國際一流品牌。易能公司經所開發的EN700系列高性能智能型變頻器性能上可以達到國際一流水平,通過在新疆、華北、廣東地區的應用,性價比非常優異。
二、卷取機應用工藝
卷取機應用行業:卷取機在很多行業都有應用,冶金行業的鋼板(帶鋼)卷取機最具代表性,卷取機所完成的工作就是把熱軋、或冷軋鋼材卷取成卷筒狀的設備,屬于軋鋼輔助設備。此外,卷取機還用在連續酸洗機組、縱剪、退火、涂層等各種設備機組中。卷取機安裝位置因軋機種類而異,在熱帶鋼連軋機、冷帶鋼連軋機以及線材軋機上,安裝在成品機座之后,在單機座可逆冷帶軋機上,安裝在軋機的前后。
帶鋼在冷軋過程中,或產品在出廠時,為防止板面之間相互摩擦導致劃傷,因此需要在板面夾層之間加裝一層防護性紙張,這就是墊紙。墊紙要求耐高溫、耐高壓、防銹,以及可以反復使用。
工藝要求:卷取機有加紙和抽紙兩種工作模式,分別在加紙和抽紙時候運行。鋼板(帶鋼)拉伸力矩控制精度滿足范圍≤±3%;卷取機穩態運行時候鋼板(帶鋼)受力精度控制≤±0.1%,驅動電機的變頻器滿足5倍弱磁時高精度轉矩輸出。
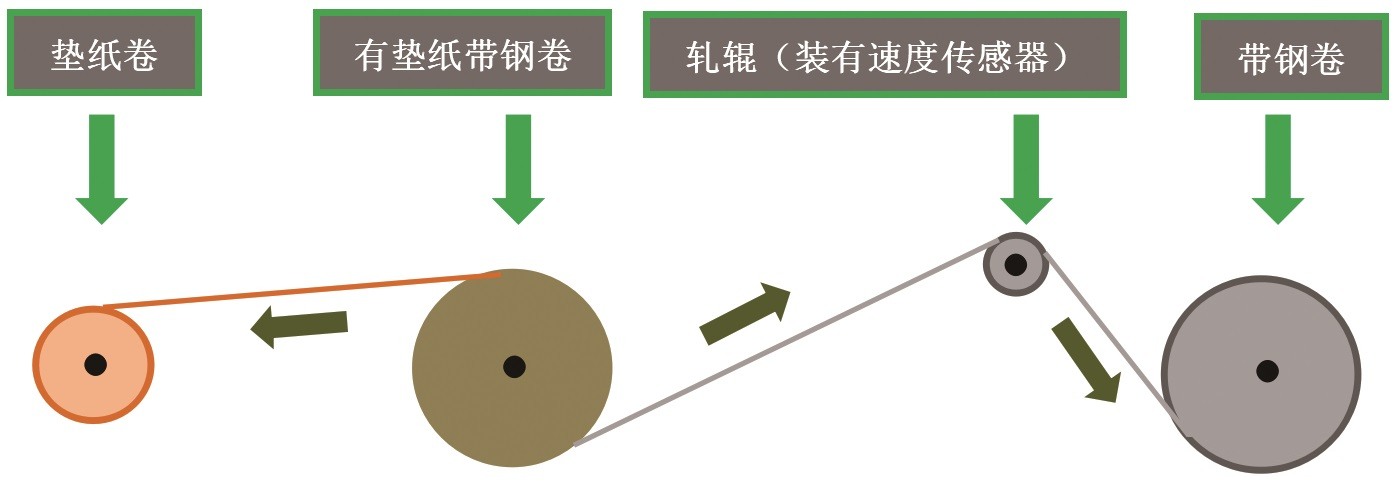
(1)加紙模式:
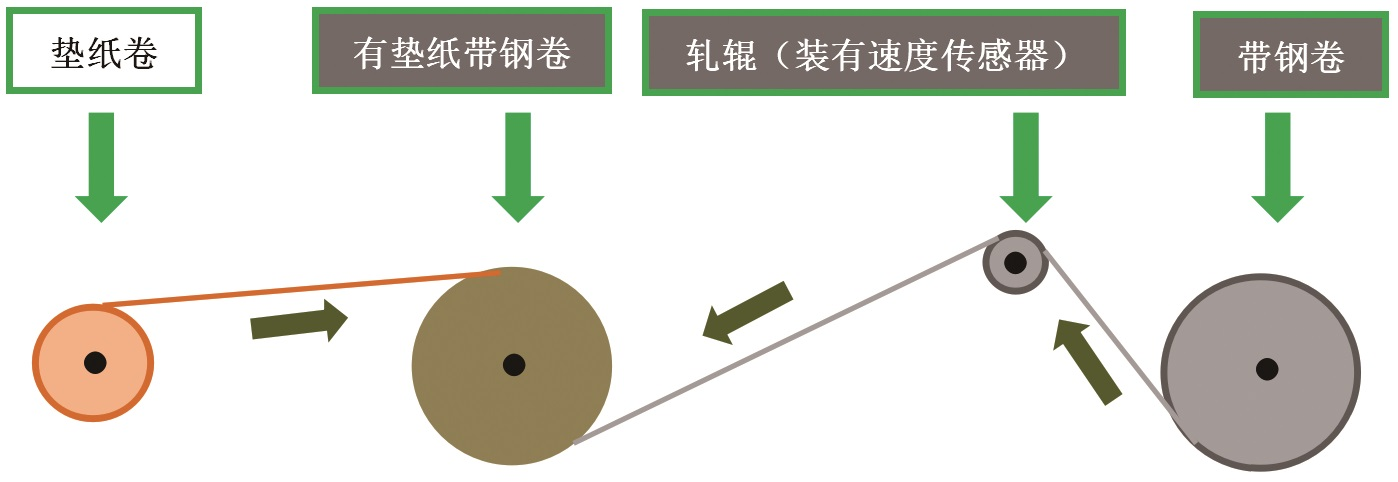
(2)抽紙模式:
3、三科SKI610變頻器改造卷取機控制系統的構成
HMI作為操作工藝參數的輸入部分,是人機交互界面,通過輸入不同的參數來實現不同鋼材卷取要求。PLC作為控制器進行運算控制,協調各個變頻器工作。為了滿足高速響應性,采用S7-300PLC和EN700進行PROFIBUS-DP協議通信,為SKI610具有高度兼容性。圖上是SKI610在卷取機控制系統上的應用,為清晰突出方案控制脈絡,上圖省略了輔件控制部分。
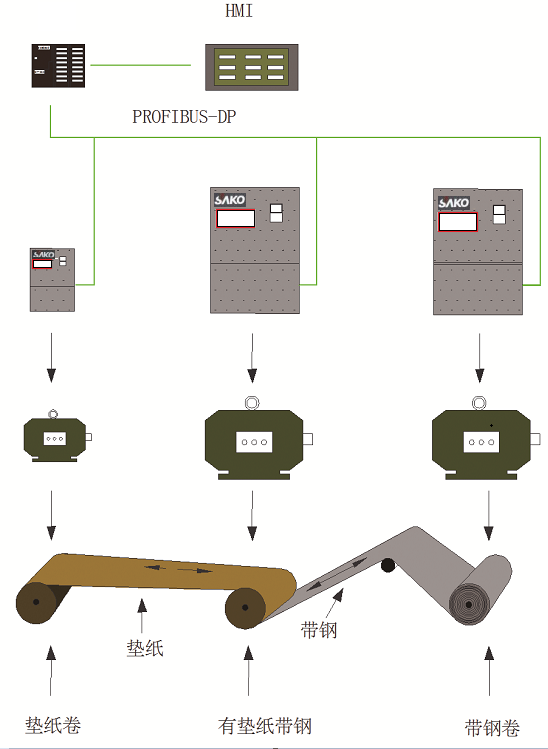
SKI610卷取機控制系統圖
4、SKI610在冷軋卷取機上的應用效果
杭州三科SKI610系列數控機床變頻器在廣東某冷軋鋼廠測試性能達到如上指標:帶鋼拉伸力矩控制精度范圍<±3%,帶鋼穩態運行時受力精度控制范圍<±0.1%,5倍弱磁高精度轉矩輸出。
