
400-006-5606
一、概述
造紙行業對于每個國家而言,都是支撐整個社會正常運行的基礎產業之一。而我國的紙漿造紙企業在數量上還是分布上都是廣大的,因此造紙行業對我國的經濟發展而言,都是有著重要的地位。造紙工業的整個工藝流程是從原料加工開始、通過制漿、造紙、制成卷筒或平張成品,以及加工成紙張和紙板等工序。
原料加工:造紙原料在蒸煮或磨漿前,按蒸煮或磨漿工藝要求進行預處理和加工。
制漿:將植物原料分離成纖維的過程。

造紙生產線
二、造紙機械設備
造紙機主要指使紙漿形成紙幅的分部聯動的全套設備,基本組成部分按照紙張形成的順序分為網部、壓榨、前干燥、后壓榨、后干燥、壓光機、卷紙機等。其工藝流程為:流漿箱輸出的紙漿在網部脫水成型,在壓榨部進行壓縮使紙層均勻,經過前干燥進行干燥,接著進入后壓榨進行施膠,再進入后干燥器烘干處理,然后利用壓光機使紙張平滑,最后通過卷紙機形成母紙卷。其工藝流程圖如下:

造紙工藝流程圖
造紙工藝是一個連續的生產過程,因此生產線的連續和有序控制成為造紙工藝的關鍵。以前造紙領域一般使用直流調速(適用于大中紙機)和滑差電動機(適用于中小紙機)控制。而變頻器作為一種能夠有效提升造紙設備的工藝水平的設備,因此、在造紙行業中開始大規模應用變頻調速技術,并已在當前造紙行業中獲得了良好經濟效益。
三、三科SKI600在造紙機上的應用
普通造紙系統以速度控制為基礎,各分部聯合控制多臺電機。杭州三科生產的SKI600系列產品以其控制性能優異、維護成本低、適應惡劣環境能力強等特點,在廣大造紙行業中都有著廣泛的應用。
在山西某地的造紙廠中,其應用的系統中,控制部分主要由PLC和三科SKI600組成,主要是通過PLC來控制通訊信號,以此來控制電機進行調速,完成對系統傳動部分的協調控制。

上圖所示的造紙機械控制系統由紙漿到成紙,需經過壓力噴漿上漿、壓榨、干燥、壓光和卷繞等多個分部。造紙機上的紙受到牽引力的作用,在網部和壓榨部產生縱向伸長,在干燥部縱向繼續伸長。當紙含水量降低后,縱向伸長變形減少。
在進入壓光機和卷紙機時,紙再度牽引而伸長。因此在整個紙張生產線中,各分部的速度不同可以保持紙幅張力。一般后一級張力要略大于前一級,這要求高精度、穩定可靠地成比例協調控制各分部間線速度,否則會紙幅松弛或過度繃緊而斷紙。
各分部速度還要獨立控制,有微升、微降及繃緊等調節功能,以調節前后兩分部間的速差。同時,這種速度比例協調關系應在改變車速或重新開機后繼續保持,不需重新調節。另外,造紙機無須頻繁起動,工藝要求的變速范圍不大,但存在傳動慣量較大的分部,如烘缸等,需要平穩起動,避免引起機械沖擊、磨損,所以穩速是造紙機控制的最主要目標。
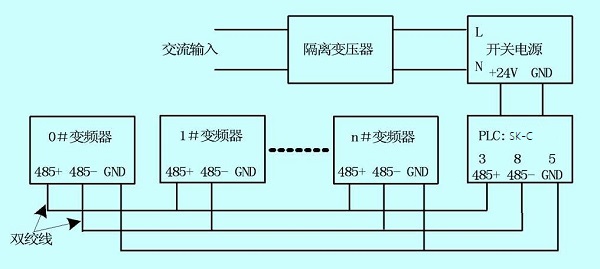
電氣控制示意圖
在造紙傳動控制中,多個傳動點帶動一塊網部或多個傳動對象相互施壓合成一定力矩并同步運轉,采用負荷分配控制,各關聯傳動電機根據各自的負荷按比例合理承擔功率輸出。負荷分配調節不好,將會造成整個負荷環路各傳動點負載失衡,線速不同步,無法正常運行。
SKI600具有良好的矢量控制特性和豐富的控制功能,強大的可編程邏輯模塊讓用戶可以靈活應用,滿足復雜工藝的控制要求。支持Modbus、Profibus DP等通訊,較高的頻率給定分辨率和輸出頻率精度,足以滿足連續、高效生產應用的需求。
而在以上案例中的造紙機主要生產包裝用紙,網部的復壓下輥作為主傳動,真空壓榨為從傳動。主傳動采用基本的速度控制方式,從傳動采用負荷分配控制。系統采用Modbus通訊協議結合PLC程序來完成速度鏈的控制,實現給定的數字化控制,避免了模擬控制速度鏈給定環節的信號漂移。各分部的SKI600都采用開環矢量控制方式或V/F 控制模式,實現壓榨部負荷鏈的負荷分配。在從機控制中,運用SKI600內部PID修正頻率主給定,以主傳動的轉矩輸出作為從機PID給定值,從傳動的轉矩輸出經低通濾波后作為PID反饋值,調節PID給定量和反饋量的增益,保證了控制精度,提高了系統穩定性。
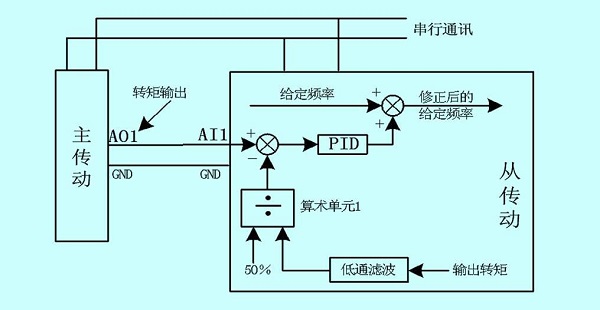
負荷分配控制示意圖
四、SKI600在造紙機械上的特點
在上述造紙機械上正使用的這款SKI600產品在性能上,具有低頻力矩大、動態響應速度快、精度高、噪音低等優點。而且該產品由于使用了雙CPU控制,控制更加精準,先進的矢量控制算法,能夠將低頻輸出力矩進一步提高。在紙機控制中具有以下特點:
(1)輸出頻率0.01 Hz~2000.0Hz,可設定的V/F曲線與自定義曲線;
(2)超低噪音,載波頻率可以在1K~15K可調整;
(3)完善的保護功能,系統穩定、可靠性高;內置EMC濾波器;
(4)5.5KW及以上功率標配直流電抗器,減小電流脈動值,改善輸入功率因數。
(5)IGBT節溫模型設計及獨特的結構設計,更好適應高溫高濕環境。
(6)具有高級功能模塊,可自由編程,滿足客戶特殊需求。
五、總結
在傳統的造紙機械中存在著各種弊端,這大大降低造紙行業的產量與質量:
(1)造紙機使用電機功率較大,工頻直接啟動對電網、設備沖擊大、耗電量大;
(2)大電流沖擊造成設備老化快,電機故障率高,維護費用高;
(3)舊式造紙設備是靠滑差電機變速,速度精度低,誤差大,對產品的質量影響大;
(4)磨漿工藝中電機不能調速使磨漿的精度不夠,粗細不均;
(5)流量控制是靠手工來調整,影響制漿流量的穩定,從而導致最后出來的產品的均勻度收到影響;
(6)烘干設備的壓力也是靠人工調整控制,烘干效果受到影響,使得產品的韌性不均勻;
(7)收卷電機是靠滑差電機調速來完成,調速精度低,誤差大,造成紙巾拉力不恒定;
(8)出來的紙巾韌性和均勻度降低,嚴重影響產品的質量。調速不當還會造成紙巾被拉斷的現象。
而在使用SKI600后,這些通過變頻改造后造紙機械能夠體現出各種優點:
(1)電機以軟啟動方式啟動,減少對電網和設備的沖擊,有效保護設備和電網;
(2)具備過壓、過流、欠壓、過熱等多種保護使電機和設備故障率低,有效降低了維護的成本;
(3)變頻調速系統提高電機調速精度,速度平滑穩定,大大提高產品的質量;
(4)變頻調速可以隨意調整磨漿泵的速度,大大改善了制漿的均勻度,從而提高制漿環節的質量和效率;
(5)通過變頻系統來自動控制紙漿的流量和烘干系統的壓力,從而提高了產品的質量;
(6)低頻轉矩大,轉矩響應快。 (end)
(7)輸入電壓范圍寬,更適用于遠離電網、電壓波動范圍大的場合;
(8)運行轉速穩態精度高,速度波動范圍小,保證產品的質量;
(9)三科SKI600系列變頻器能夠輸出的模擬信號、流量控制器信號、烘干系統的氣壓信號,三個信號一起輸入到控制系統,控制系統根據主機的速度來自動調節制漿的流量和烘干系統的烘干壓力,從而減少操作環節,使操作簡單方便,在實用性強;
