紙漿生產線由一系列配套設備組成。為了提高生產效率,保證紙漿質量,傳動部件需要高度協調。目前先進生產線關鍵的傳動部分,都是利用矢量變頻器來進行驅動控制的。
一、引言
紙漿是造紙的基本原料,由于我國木材資源以及大規模紙漿生產設備的缺乏,紙漿遠不能滿足日益發展的造紙工業的需要,目前我國人均用紙量僅為27-30公斤,與發達國家平均每人用紙量200-300公斤相比,為了彌補原料的不足,紙漿產品每年都有相當數量的國外進口。。
紙漿的原料主要有木材、竹、蘆葦、稻草、麥草、芒桿、棉桿、甘蔗渣、破布、廢棉、廢麻等類植物纖維。
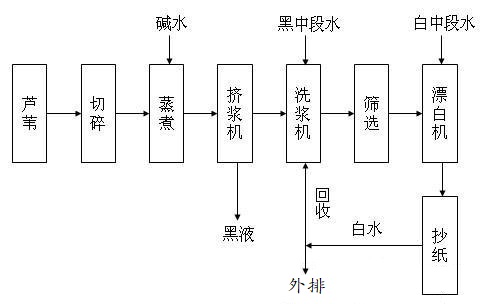
制漿是指植物纖維原料通過化學方法或機械方法或兩者相結合的方式脫解成本色漿或漂白漿的過程。下面以蘆葦為例介紹了蘆葦造紙的基本流程。
圖1 造紙基本工藝流程
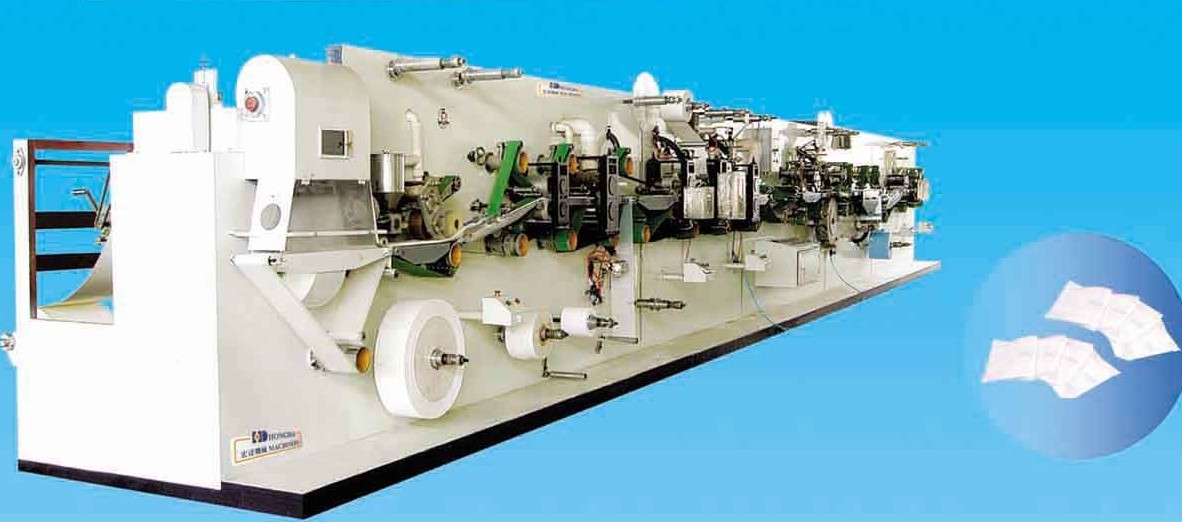
木片磨漿機是紙漿生產非常關鍵的設備,是將原木先削成木片,再將木片直接在大功率的盤磨機里磨解成漿,如圖2所示為木片磨漿機。
與發達國家平均每人用紙量200-300公斤相比,為了彌補原料的不足,紙漿產品每年都有相當數量的國外進口。
圖2 木片磨漿機
由于紙漿生產線是由一系列配套設備組成的,各傳動部分需要高度的協調,目前先進的生產線重要傳動均采用變頻器驅動。
二、紙漿生產線控制系統
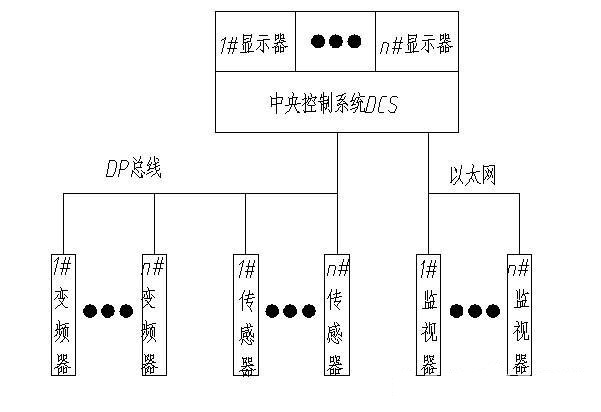
整套生產設備控制系統拓撲圖3所示,中央控制系統DCS與整條生產線所有執行元器件與傳感器之間全部采用PROFIBUS通訊,為保證生產線的安全,各關鍵傳動設備附近均安裝有攝像頭,DCS通過以太網采集所有攝像頭數據,實時監控各傳動系統的現場情況。
中央控制系統控制所有啟停、頻率給定、故障復位等命令,同時采集所有電流、電壓、母線電壓、運行頻率等數據對各臺設備進行實時監控。
圖3 生產線控制系統拓撲圖
三、木片磨漿機電氣傳動特點
該制漿生產線上木片磨漿機的動力由一臺250kW三相異步電機驅動,電機額定電壓為690V,同步轉速為1500轉/min,額定輸出功率為280kW。
制漿生產線上的大型木片磨漿機由于其嚴格的生產工藝,其電氣傳動具有如下特點:
啟動轉矩大,木片磨漿機在啟動時需要克服轉動慣量與摩擦力矩,在啟動時候需要足夠的轉矩;
加減速時間短,加速時間不超過60S,在沒有配置制動單元與制動電阻的情況下,要求減速時間不超過30S;
電機需要超基頻運行,為提高生產效率,在特殊情況下需要電機基頻以上運行;
需要設備具有很強抗電網波動的能力,由于工廠電力采用紙漿生產中的廢料發電,所有電網波動較大,為保證生產線正常運行,設備抗電網波動能力均能達到±15%;
具有高可靠性,木片磨漿機一旦出現故障,整條生產線必須停下來,給工廠造成很大的經濟損失,所有該工廠要求設備24小時不間斷運行時間至少在3個月以上。
四、設備調試
由于木片磨漿機在啟動時需要輸出2倍的電機額定轉矩,同時又保證設備不過流,所以變頻器采用矢量開環控制模式;具有以下特點:
弱磁功能,使電機能在50HZ以上運行;
磁通制動功能,使電機在減速時一部分能量消耗在電機上,滿足減速時間的要求;
過壓失速與過流保護功能,保證設備在加減速過程中不出現故障而影響生產。
設備可以適應電網±15%的波動,所以能適應該廠的電網條件而不發生故障。
五、結束語
投產一年來無故障生產,證明變頻器在性能和可靠性方面完全能滿足,紙漿生產線木片磨漿機的生產工藝要求,目前,杭州三科變頻器在該企業得到了很好的認可。